Как сделать филенку ручным фрезером. Уроки работы фрезером по дереву: нарезка шипов, выборка паза. Обработка кромок щита. Простой способ
Приспособления для ручного фрезера
Приспособления к фрезеру для изготовления панелей и филенок
Фрезерованная наклонная полоса к краю панели (филенки) создает впечатление «выпуклости» в центре панели (см. фото).
Дя изготовления таких панелей (филенок) вам потребуется - фрезер, простая прямая фреза и кондуктор (см. фото).

Первоначально это приспособление разработали для фрезерования квадратных или прямоугольных филенок. Но работая с приспособлением, мы обнаружили, что простая модификация также позволяет фрезеровать изогнутые филенки, независимо от их формы. Когда панель находится под приспособлением, фрезерование изделия происходит под углом к заготовке. Это создает наклонную границу по краям филенки и «поднимает» поле в центре.
Устройство приспособления
БАЗА - фанерное основание (А), см. рис. 1. Размер основания делается произвольно, на ваш выбор. Он должен быть достаточно большим, чтобы поддерживать заготовку. (В моем случае, база имеет форму квадрата и размер в 24?).

УПОР. После того как определен размер основания, установите на него упор из лиственных пород дерева. Упор (В) крепится шурупами в неглубокий паз в базе, см. рис. 1а. При фрезеровании изогнутых филенок, упор меняем на «штырь». (Более подробно о изменениях см. рис. 11).
КАРЕТКА. Основная деталь приспособления - узел каретки. Этот узел устанавливает фрезер под углом над обрабатываемой деталью. Поскольку фрезер наклонен, прямая бита подходит для фрезерования границ филенки под углом.
Направляющие стержни. Фрезер перемещается под углом по двум направляющим стержням, см. Рис. 1. Эти стержни длиной 16? и диаметром 1/2?.
Направляющий стержневой блок. Стержни закреплены в направляющем стержневом блоке (С). Блок склеенн из двух брусков из твердой древесины толщиной 3/4?, в котором стержни закреплены под небольшим углом. Этот угол, в конечном итоге, определяет угол фрезерования филенки. Чтобы создать угол, нижний край блока скошен циркулярной пилой после склеивания и крепится к базе шурупами, см. рис. 2а. Направляющие стержни крепятся в отверстиях в стержневом блоке эпоксидной смолой.

Подвижная платформа.
Следующий шаг заключается в установке на приспособление подвижной платформы. Платформа перемещает закрепленный фрезер назад и вперед по направляющим, изменяет ширину границы и состоит из трех частей:
- монтажная пластина;
- два деревянных бруска;
- ограждение из плексигласа, более подробно показано на рис. 3 и 6.

Монтажная пластина. Монтажная пластина (D) размером 1/4?, изготовлена из оргалита и заменяет оригинальную базу фрезера, см. рис. 3.
Бруски. Сделайте разметку и просверлите отверстия, в деревянных брусках из лиственных пород см. рис. 3. Отверстия на каждом бруске соответствуют размерам направляющих стержней и позволяют - скользить платформе вперед и назад.
Примечание: Отшлифуйте эти отверстия, бруски должны легко скользить по направляющим стержням. В дальнейшем этот брусок действует как часть системы зажима и фиксирует платформу. После разрезания прорези, бруски склеивают и прикручивают к монтажной пластине, см. рис. 3.

ЗАЖИМ. Теперь рассмотрим работу зажима. Что делает зажим, он зажимает направляющие стержни двумя болтами, которые проходят через отверстия, просверленные в бруске, на концах бруска сделаны пропилы, см. рис. 5а. При затягивании на болту гайки-барашки, пропилы в конце бруска сжимают направляющие стержни и фиксируют платформу на месте.

Ограждение из плексигласа. Последний шаг - добавляем защиту и прячем фрезу. Ограждение - кусок оргстекла толщиной 1/4?, который свободно крепится на зажиме, см. рис. 6. Две прорези для фиксации ограждения и скошенный нижний угол позволяют ограждению «проехать» по верхней части заготовки.

Изготовление выпуклых панелей
Как превратить обычное изделие в что-то особенное - это изготовить изящную панель (филенку) для двери или ящика. Изготовление такой панели не сложно, когда под рукой приспособление показанное на фото в начале статьи .
Паз. Большинство панелей (филенок) в последующем соединяются с рамой. Для соединения панели с рамой, необходимо выбрать шпунт на краях панели с двух сторон, а в раме паз, см. рис. 7.

Примечание: Шаг 1.
С двух сторон, по краям панели (филенки), делаем фрезой выборку фальца (паза). Перед фрезерованием наклонной полосы на панели (филенке), обратите внимание на:
- Направление структуры древесины.
Чтобы уменьшить количество сколов, на краях панели, направляйте панель (филенку) по направлению волокон. Это поможет избежать сколов.
- Направление подачи.
Фрезеруя края или стороны не забывайте, что фреза вращается по часовой стрелке и немного тянет панель к упору.
Настройка подвижной платформы. Теперь вы готовы создать «выпуклость» на панели (филенке). После установки приспособления с подвижной платформой, шпунт (фальц) имеющийся на панели (филенке), используется в качестве основной точки для настройки кондуктора, см. рис. 8.

Примечание: Шаг 2. Размещаем панель (филенку) в приспособление для фрезера со скользящей платформой, определяем глубину реза. Наибольшая глубина реза определяется глубиной уже выполненного фальца (паза), наименьшая глубина реза определяется шириной фрезеруемой части на панели (филенке).
Ширина наклонной полосы. Перемещением подвижной платформы по направляющим стержням можно регулировать ширину наклонной полосы. Каждый проход фрезера по наклонной полосе, на панели (филенке) должен быть завершенным. Повторяйте процесс фрезерования до получения искомой ширины, см. рис 9.

Примечание: Шаг 3. Сделайте первый проход панели (филенки) под фрезером, в направлении от левой руки к правой. Затем, после каждого прохода, перемещайте фрезер с шагом в 1/4? от упора, повторяя серию проходов.
По окончании работ по фрезерованию панели (филенки), мелкой наждачной бумагой обмотайте деревянный брусок по размерам соответствующий наклонной полосе и отшлифуйте фрезерованные части панели (филенки) см. рис. 10.

Примечание: Шаг 4. По окончании работ, мелкой наждачной бумагой отшлифуйте фрезерованные части панели (филенки).
Изготовление фигурных и криволинейных панелей (филенок)
Криволинейный блок. Поскольку изогнутые края не соответствует прямолинейному упору, упор заменяем на «штырь». см. рис. 11. (Я использовал короткий круглый упор («штырь») диаметром 3/4?. Упор фиксируется в центре основания шурупом.

Примечание: Шаг 1. После удаления упора, установите короткий круглый упор из деревянного бруска диаметром 3/4?, равный по высоте удаленному упору. Круглый упор фиксируется жестко шурупом и размещен в отверстии, которое расположено по центру паза в основании.
Фрезерование изогнутых краев панели (филенки) осуществляется за несколько проходов, см. рис. 12.

Примечание: Шаг 2. Начните фрезерование с изогнутого края панели с постоянным равномерным давлением на упор. Фрезеруя заготовку следите постоянно за шириной границы изогнутого края панели.
В идеале, вы должны получить необходимую ширину наклонной полосы. По завершению уберите панель (филенку), замените «штырь» на прямолинейный упор см. рис. 13.

Примечание: Шаг 3. Окончив фрезерование изогнутого края удалите «штырь», и установите длинный упор. Выполните фрезерование прямолинейных участков панели (филенки) способом рассмотренным выше.
Изготовление фигарейных филенок
Прежде чем начать, стоит познакомиться с некоторыми важными преимуществами изготовления фигарейных филенок с помощью фрезера, установленного в столе.

Подберите фрезу с нужным узором. Изготовители предлагают на выбор фрезы различных профилей. На фото ниже показаны лишь некоторые из них.

Подобные фрезы оставляют на поверхности значительно меньше следов обработки. Это означает, что шлифовать придется меньше. Еще одно преимущество: филенка, обработанная фрезой, имеет плоские гребни, что позволяет ей свободнее двигаться в шпунтах рамы. Основной недостаток таких фрез - высокая стоимость.
Важное предупреждение: не пытайтесь выполнить обработку филенки на фрезерном станке за один проход. Вы не добьетесь качественного результата и перегрузите станок.
Управлять глубиной фрезерования можно двумя способами.
Первый способ: Увеличивайте вылет фрезы не более чем на 3 мм перед каждым проходом. Такой способ требует много времени на измерения и настройки.

Второй способ: Он гораздо лучше первого и основан на применении набора прокладок, задающих различную глубину фрезерования. При использовании этого быстрого и простого способа вылет фрезы нужно будет настроить всего лишь один раз.

Как пользоваться прокладками
Вы можете сделать прокладки из любого доступного листового материала: фанеры, ДВП, МДФ; для тонких прокладок подойдут даже листы пластика. Мы изготовили четыре прокладки из березовой фанеры толщиной 3 мм, что в сумме дает 12 мм высоты (большинство фигарейных фрез рассчитаны на глубину фрезерования 12-16 мм). Изготавливая прокладки для работы, выпилите куски, длина которых равна длине фрезерного стола. Измерьте расстояние от передней кромки стола до центра отверстия для выхода фрезы и опилите куски по ширине в соответствии с этим размером. Затем сделайте полукруглый вырез для выхода фрезы. Для этого измерьте диаметр фрезы и добавьте 12 мм для образования зазора. Циркулем разметьте полукруглый вырез с центром на внутренней кромке каждой прокладки. Сделайте вырезы электролобзиком или ленточной пилой. Гладко отшлифуйте края распила.
Настройка перед фрезерованием фигарейных филенок
Для фрезерования фигарейных филенок требуется фрезер с изменяемой частотой вращения шпинделя, чтобы уменьшить число оборотов большой фрезы примерно до 10 000 оборотов в минуту (мы использовали фрезу диаметром 86 мм). Установите вылет фигарейной фрезы в соответствии с профилем обрабатываемой филенки. Используя обрезки щита или доски равной с филенкой толщины, выполните пробные проходы до получения требуемого результата. Затем установите параллельный упор станка вровень с подшипником фрезы. Наклейте на фрезерный стол полоски двухстороннего скотча и положите первую прокладку, выровнив ее с краями стола. Повторите этот шаг для крепления остальных прокладок. Убедитесь, что фреза вращается беспрепятственно.
Фрезеруйте филенки сначала поперек волокон, а затем вдоль (так уменьшится образование сколов). Если нужно изготовить несколько фигарейных филенок, обработайте их все, прежде чем убрать одну прокладку. После обработки всех филенок первым проходом снимите верхнюю прокладку, что увеличит вылет режущих кромок фрезы. Снова начиная фрезеровать поперек волокон, сделайте второй проход, снимая следующие 3 мм материала. Повторяйте этот процесс, пока не уберете последнюю прокладку. Теперь, если необходимо, отшлифуйте филенки наждачной бумагой зернистостью 220 единиц.
Одним из наиболее популярных видов дверей являются двери с филенкой. Благодаря простоте конструкции и красивому внешнему виду такой тип дверей часто выбирают в качестве межкомнатных и входных.
Они изготавливаются из различных материалов, поэтому не составит труда подобрать цвет и фактуру в соответствии с требованиями общего направления дизайна интерьера.
Кроме того, их вполне по силам сделать самостоятельно, что позволит сэкономить на покупке готового изделия.
Давайте узнаем, как своими руками сделать филенчатую дверь, чтобы она служила вам верой и правдой долгие годы.
Что такое филенка
Филенкой называют вставку в дверное полотно, отличающуюся толщиной или материалом.
Как правило, филенка выполняется из более тонкого массива дерева или фанеры, что придает дверям особую фактурность.
Некоторые участки могут заполняться декоративным стеклом. А разнообразие возможных вариантов выполнения филенки дает простор для творчества и выбора индивидуального дизайна двери.

Материал для филенчатых дверей
 Для изготовления дверей потребуется качественный материал. Особенно это касается входных дверей, которые подвергаются неблагоприятным природным воздействиям, таким как снег, дождь, мороз и испепеляющее солнечное излучение.
Для изготовления дверей потребуется качественный материал. Особенно это касается входных дверей, которые подвергаются неблагоприятным природным воздействиям, таким как снег, дождь, мороз и испепеляющее солнечное излучение.
Как вы сами понимаете, любая древесина здесь не подойдет. Поэтому следует особенно тщательно отнестись к выбору материала.
Древесина должна в течение продолжительного времени обеспечивать устойчивость к изменениям влажности и температуры без деформаций и растрескивания.
Наиболее высокое качество имеет древесина клена, тика, березы, бука, дуба и ясеня.
Кроме выбора породы дерева следует внимательно отнестись к качеству просушки древесины. Материал должен быть тщательно высушен, чтобы дверь не извело при изменении температурно-влажностных показателей окружающей среды.
Конструкция дверей
Филенчатые двери состоят из следующих конструктивных элементов:
- обвязка;
- филенки;
- дверная коробка;
- наличники.
Все они показаны на рисунке ниже:

Как видите, для изготовления обвязки используются два вертикальных бруса и два (или более) горизонтальных, соединяемых с помощью шипового соединения. При этом нижний горизонтальный брус обвязки рекомендуется делать шире в 1,5 раза, чем боковые стойки.
Филенка вставляется в специальный паз, который выбирается в обвязке с помощью фрез.
Довольно часто для более надежной фиксации филенки используют штапики (накладки), наколачиваемые сверху.
Сами филенки могут быть изготовлены из цельного куска фанеры или собраны из досок, склеенных столярным клеем.
Изготовление филенчатых дверей
Для изготовления дверей можно использовать фрезер с фигурной фрезой.
Фрезер закрепляется в самодельном станке, представляющем собой верстак с отверстием посередине и закрепленным с помощью струбцин упором, с помощью которого можно регулировать глубину обработки филенок:

Для настройки толщины края филенки можно использовать небольшой обрезок древесины:

После пробной обработки его следует примерить к пазу, выбранному в обвязке, в который и будут вставляться готовые изделия. Если толщина соответствует, то можно приступать к изготовлению филенок.
Готовые филенки вставляют в обвязку и с помощью киянки заколачивают в паз так, чтобы соединение получилось плотным и филенки не болтались:

Собранную дверь шлифуют с помощью шлифмашинки или специальной насадки для дрели, как показано на фото ниже:

Шлифовка позволяет выигрышно подчеркнуть текстуру древесины и убрать лишние неровности и заусенцы.
После того, как все детали двери тщательно подогнаны друг к другу и отшлифованы, переходят к склеиванию всех элементов в единое целое.
Для этого дверь снова разбирают, все соединительные пазы промазывают столярным клеем, собирают и сжимают с помощью специальных струбцин. После чего оставляют на несколько часов для просушки.

После того, как клей высохнет, можно приступать к установке двери.
Готовую дверь покрывают антисептиками, предотвращающими гниение и поедание древесины насекомыми, а также антипиренами, противодействующих горению древесины.
После этого дверь красят морилкой, чтобы придать красивый оттенок и наносят лак, предохраняющий древесину от проникновения влаги.

Видео изготовления филенчатой двери ручным фрезером вы можете посмотреть ниже:
Последние публикации:

На рынке дает поистине безграничные возможности для творчества и выражения эмоций в дереве, камне, да хоть в создании мебели для дома и семьи, поскольку без этого инструмента сложно сделать что-либо стоящее.
В век продвинутых технологий фрез существует великое множество, вряд ли возможно описать все их многообразие, в этой статье затронем наиболее востребованные запросы.
Какие бывают виды фрез для вагонки на ручной фрезер?
Чтобы разобраться в этом вопросе, необходимо понять, что такое вагонка. Она различается по внешнему виду (профилю) и материалу.
Конечно, все делается из дерева, но размеры и влажность дерева различны, поскольку – евровагонка изготавливается по DIN 68126, а отечественный вариант, в быту вагонка, по ГОСТ 8242-88. На фото продемонстрировано многообразие обработки доски.
различные конфигурации внешнего вида вагонки
То есть, вагонка – по сути, качественно обработанная доска, которая, независимо от того какой на ней внешний контур, имеет паз и шпунт для стыковки досок между собой.

Инструмент с двумя дисками под шпунт
А следовательно, фрезы для изготовления шпунта и паза вагонки имеют строго определенные размеры и внешний вид. На первом фото образец для изготовления шпунта, на втором для изготовления паза.

так же двухдисковая, но для выреза паза
Фрезы изготавливаются в двух вариантах, с хвостовиком 8 мм и 12 мм для возможности работать ими на фрезерах разной мощности. Состоят из двух дисков с ножами, подшипника между ними и оси с крепежной гайкой. Ножи изготовлены из твёрдосплавного материала ВК8, которые можно затачивать самостоятельно до 4-х раз. С этим разобрались.
Для работ по камню
Фрез для обработки искусственного камня очень много, все зависит от конкретной операции, производимой при работе с поверхностью, профильные, радиусные, обгонные или предназначенные для инкрустации.
При наличии фрезерного станка реально упрощаются работы по врезке петель, формированию сложных отверстий, выемок, резьбы по дереву и т.д. Но это совсем не означает, что необходимо иметь профессиональное и дорогое оборудование: достаточно иметь простое ручное приспособление.
Единственное, что нужно – это уметь элементарно обращаться с деревом и пользоваться электроинструментами. Кроме этого, нужно иметь желание, иначе без этого никогда не будет результата. Те, у кого желания поработать нет, те просто покупают мебель или нанимают мастеров, чтобы, например, установить новую дверь и врезать замки. Любая работа, тем более с электроинструментом требует определенных знаний, и особенно техники безопасности.

Фрезерное устройство предназначается для обработки как дерева, так и металла. С его помощью, удается формировать углубления или отверстия любой конфигурации. Это позволяет сильно упростить такие задачи, как врезка петель и врезка замков. Сделать это с помощью стамески и электродрели не так-то и просто, да и времени на это уходит много.
Различают стационарные фрезерные приспособления и переносные (ручные). Ручные электрофрезы считаются универсальными приспособлениями, с помощью которых, при наличии насадок, возможно выполнение операций различного назначения, достаточно лишь изменить положение детали, по отношению к устройству или наоборот.
Стационарные устройства применяются на заводах или фабриках, где налажено массовое производство изделий из дерева или металла. В таких условиях, режущая насадка располагается неподвижно, а обрабатываемая деталь перемещается по нужной траектории. При использовании ручного инструмента наоборот деталь закрепляют неподвижно и лишь потом ее обрабатывают, хотя имеются детали, которые требуют фиксации ручного инструмента. В конструкции это предусмотрено, поэтому, она и считается более универсальной. Это особенно актуально, когда нужно обработать большое количество деталей, а использовать стационарный станок не представляется возможным.
 Самодельный фрезеровальный станок – горизонтальная платформа с отверстием по центру, снизу к которой крепится ручное приспособление.
Самодельный фрезеровальный станок – горизонтальная платформа с отверстием по центру, снизу к которой крепится ручное приспособление.
Встречается немало видов фрезеровальных станков, но для применения дома или для открытия своего дела, больше подойдут универсальные модели. Как правило, они комплектуются набором фрез и различных приспособлений для выполнения различного рода операций. Единственное, что при наличии ручного фрезера на простые операции может уйти гораздо больше времени, чем при использовании стационарного станка.
При помощи ручного фрезеровального устройства возможно:
- Сделать пазы или выемки произвольной формы (фигурные, прямоугольные, комбинированные).
- Просверлить сквозные и не сквозные отверстия.
- Обработать торцы и кромки любой конфигурации.
- Вырезать сложные по форме детали.
- Осуществить нанесение рисунков или узоров на поверхность деталей.
- Произвести копирование деталей, если необходимо.
 Копирование деталей – одна из функций любого электрического фрезеровального станка.
Копирование деталей – одна из функций любого электрического фрезеровального станка.
Наличие подобных функций позволяет упростить производство однотипной мебели или изготовление одинаковых деталей, не связанных с производством мебели. Это одно из основных достоинств этого инструмента. Как правило, для производства однотипных деталей приходится устанавливать копировальные станки, которые предназначены для выполнения только одной операции, что не всегда выгодно, особенно в условиях малых предприятий.
Начало работы и уход за инструментом
Чтобы понять, как работает данное устройство, следует ознакомиться с основными его деталями и их назначением.
Состав и назначение основных узлов
Ручное фрезерное приспособление состоит из металлического корпуса и мотора, который находится в этом же корпусе. Из корпуса выступает вал, на который одеваются различные цанги, служащие переходниками. Они позволяют устанавливать фрезы различной величины. В цангу вставляется непосредственно фреза, которая фиксируется специальным болтом или кнопкой, что предусмотрено на некоторых моделях.
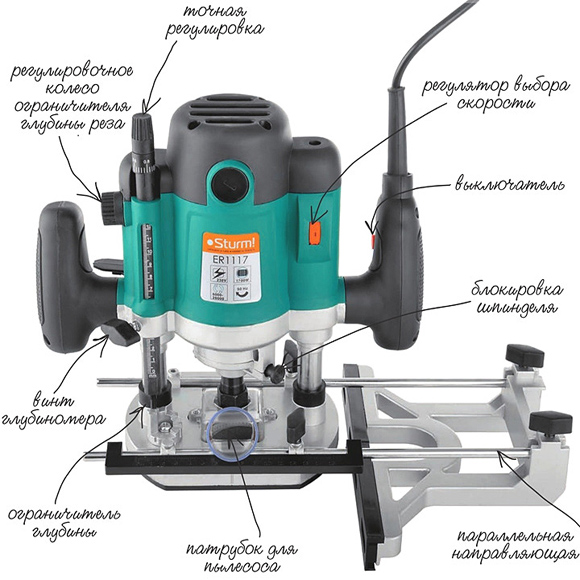 Основные элементы ручного фрезерного устройства и их предназначение.
Основные элементы ручного фрезерного устройства и их предназначение.
В конструкции фрезерного приспособления предусмотрена металлическая платформа, которая имеет жесткое соединение с корпусом. Крепится она к корпусу посредством двух штанг. С внешней стороны плита имеет гладкое покрытие, обеспечивающее плавность движения в процессе работы.
Ручное фрезерное приспособление имеет некоторые характеристики, настройка которых осуществляется:
- За счет ручки и шкалы настройки глубины фрезерования. Настройка осуществляется с шагом 1/10 мм.
- За счет регулировки скорости вращения фрезы.
На начальных этапах, когда происходит освоение инструмента, лучше пробовать работать на малых или средних оборотах. Хотя следует всегда помнить, что чем больше обороты, тем качественнее работа. Особенно, если это касается ответственных, видимых участков, которые невозможно замаскировать.
Кроме этих рычагов имеется еще кнопка включения и выключения изделия, а также кнопка блокировки. Эти элементы считаются основными, обеспечивающими качественное и безопасное выполнение работ. Здесь же имеется еще и параллельный упор, который способствует удобству в работе. Он может быть жестко закрепленным или с возможностью регулировки сдвига рабочей области, по направлению от центра.
Уход за ручным фрезерным устройством

Обычно, заводское изделие попадает в руки человека испытанным и смазанным, так что дополнительных, каких-то мероприятий проводить не следует. Лишь в процессе его эксплуатации нужно следить за его чистотой и исправностью. При этом, его следует регулярно очищать от пыли и менять смазку, если в паспорте так написано. Особенно смазка необходима для движущихся частей. Как вариант, можно использовать аэрозольные смазки, но можно обойтись и обычными, типа «Литол». Не рекомендуется использование густых смазок, так как за них липнет стружка и пыль. Если применяются аэрозольные смазки, то от подобного фактора можно избавиться.
Смазки так же требует подошва – гладкая часть корпуса. Регулярное смазывание обеспечит нужную плавность движения.
Несмотря на это купленную вещь обязательно следует проверить на качество сборки и наличие смазки.
К сожалению, не все производители, а особенно отечественные, заботятся о качестве сборки. Бывают случаи, когда после первых же часов работы у изделия отвинчиваются шурупы или винты, так как они не были затянуты соответствующим образом.
Регулировка скорости вращения
Работа любого инструмента связана с определенными условиями, связанными, в первую очередь, с характером обрабатываемого материала. Это может быть фанера, композитный материал или обычная древесина. В зависимости от этого и выставляется скорость вращения на электроприборе. Как правило, в техническом паспорте всегда указываются параметры работы устройства, в зависимости от технических характеристик и характеристик обрабатываемых поверхностей, а также используемых фрез.
 Показатели скоростей обработок при применении различных фрез.
Показатели скоростей обработок при применении различных фрез.
Фиксация фрезы
Первое, с чего начинается работа, это установка и закрепление фрезы. При этом, следует придерживаться основного правила – все работы выполняются при вынутой вилке шнура из розетки.
Фреза устанавливается по определенным меткам, а если они отсутствуют, то на глубину не меньше ѕ длины самой фрезы. Как установить фрезу на конкретную модель, можно узнать из инструкции, которая в обязательном порядке должна присутствовать в технических документах на устройство. Дело в том, что каждая модель может иметь свои конструкционные особенности и рассказать об этом в статье не представляется возможным.
 Установка фрезы на устройство перед началом работ.
Установка фрезы на устройство перед началом работ.
Имеются модели как простые, так и более «продвинутые», как говорят. У некоторых моделях имеется кнопка блокировки вращения вала, что облегчает процесс установки фрезы. Некоторые, особенно дорогие модели, оборудованы трещетками. Так что описать конкретно процесс установки фрезы не получится, да и не имеет смысла, так как каждый, кто знаком с работой подобных устройств, разберется в момент.
Регулировка глубины фрезерования
У каждой модели предусмотрена своя, наибольшая глубина фрезеровки. При этом, не всегда требуется именно максимальная глубина, а определенная глубина, которая выставляется перед работой. Даже в том случае, если требуется максимальная глубина, то, чтобы не перегружать устройство, процесс фрезеровки разбивают на несколько этапов, ступенями изменяя глубину фрезеровки. Для регулировки предусмотрены специальные упоры – ограничители. Конструктивно они выполнены в виде диска, расположенного под штангой, на котором закреплены упоры различной длины. Количество таких ножек может быть от трех до семи, причем это не означает, что чем их больше, тем лучше. Лучше, если имеется возможность подстройки каждой из ножек, даже если их число минимальное. Чтобы закрепить этот упор в оптимальном положении, следует воспользоваться фиксатором, в виде флажка.
Процесс регулировки глубины фрезерования выглядит следующим образом:

 Таким образом, заготовка выфрезеруется на заданную глубину.
Таким образом, заготовка выфрезеруется на заданную глубину.
На качественных дорогостоящих моделях имеется колесико точной подстройки глубины фрезерования.
 С помощью этого колесика можно без нарушения предыдущей настройки более точно выставить глубину.
С помощью этого колесика можно без нарушения предыдущей настройки более точно выставить глубину.
Это колесико (на фото выше зеленого цвета) позволяет корректировать глубину в не значительных пределах.
Фрезы для ручного фрезерного инструмента

Фреза – это режущий инструмент, который может иметь замысловатую по форме режущую кромку. Как правило, все фрезы рассчитаны на вращательные движения, поэтому имеют цилиндрическую форму. Такую же форму имеет и хвостовик фрезы, который зажимается в цанге. Некоторые фрезы оборудованы упорным роликом, благодаря чему расстояние между режущей поверхностью и обрабатываемым материалом остается постоянным.
Фрезы изготавливаются только из качественных металлов и их сплавов. Если требуется обработать мягкие породы древесины, то сгодятся фрезы HSS, а если требуется обработать твердое дерево, то лучше использовать фрезы из более твердых сплавов HM.
Каждая фреза имеет свои технические характеристики, которые обеспечивают ей качественную и долгую работу. Основной показатель – это максимальная скорость ее вращения, которую никогда не стоит завышать, иначе ее поломка неизбежна. Если фреза затупилась, то самостоятельно не следует пытаться ее заточить. Заточка фрез осуществляется на специальном, дорогостоящем оборудовании. Ведь нужно не только заточить фрезу, но и сохранить ее форму, что не менее, важно. Поэтому, если фреза, по каким-то причинам затупилась, то дешевле будет купить новую.
Самые ходовые фрезы
Имеются фрезы, которые используются в работе чаще других. Например:

 Пазовые формы предназначены для создания углублений в произвольном месте заготовки.
Пазовые формы предназначены для создания углублений в произвольном месте заготовки.
Различают фрезы простые, монолитные, сделанные из цельного фрагмента металла, а есть наборные. Наборные фрезы состоят из хвостовика, который служит основой для набора режущих элементов. Подбирая режущие плоскости и устанавливая их на хвостовик, применяя шайбы различной толщины, можно сформировать произвольный рельеф на поверхности заготовки.
 Наборная фреза – это комплект из режущих поверхностей и шайб, что позволяет собрать фрезу нужной формы.
Наборная фреза – это комплект из режущих поверхностей и шайб, что позволяет собрать фрезу нужной формы.
На самом деле фрез очень много и это лишь небольшая доля того, что выпускается. Все фрезы отличаются диаметром хвостовика, диаметром режущих поверхностей, их высотой, расположением ножей и т.д. Что касается ручного фрезеровального оборудования, то достаточно иметь набор из пяти самых ходовых фрез. Если необходимо, то их в любое время можно докупить.
Правила работы с ручным фрезерным инструментом
Работа с электроинструментом требует особых правил, тем более, когда имеются быстро вращающиеся элементы. Кроме этого, в результате работы образуется стружка, которая разлетается во все стороны. Несмотря на то, что большинство моделей оборудованы защитным щитком, это не защищает в полной мере от потока стружки. Поэтому, работать с таким инструментом лучше в защитных очках.
 На фото представлена модель, где подключается пылесос для отвода стружки.
На фото представлена модель, где подключается пылесос для отвода стружки.
Общие требования
Если выполнять основные требования безопасной работы с электрическим ручным фрезером, то конечный результат порадует качеством работы и безопасным исходом. Вот эти условия:

Требования не очень сложные и вполне выполнимые, а игнорировать их, значит подвергать себя опасности. И еще одно, не менее важное – это умение держать в руках фрезерный инструмент и чувствовать, как он работает. Если чувствуются серьезные вибрации, то нужно остановиться и проанализировать причины. Возможно, что фреза затупилась или попался сучок. Иногда требуется правильно установить скорость вращения фрезы. Здесь можно поэкспериментировать: или добавить обороты или их уменьшить.
Обработка кромок: использование шаблонов
Обработку кромки деревянной доски лучше осуществлять на рейсмусе. Если такой возможности нет, то можно воспользоваться и ручным фрезером, хотя это займет некоторое время. Эти работы проводятся как без шаблона, так и с шаблоном. Если навыки отсутствуют или их совсем мало, то лучше воспользоваться шаблоном. Для обработки кромок применяются прямые кромочные фрезы, как с одним подшипником в конце режущей части, так и с подшипником в начале (см. фото).
 Фрезы для обработки кромок.
Фрезы для обработки кромок.
За шаблон можно взять уже обработанную доску или другой, ровный предмет. Причем длина шаблона должна быть больше длины обрабатываемой детали, как вначале, так и в конце обрабатываемой заготовки. Это позволит избежать неровностей вначале кромки и в ее конце. Здесь самое главное, чтобы шаблон или предмет, выполняющий роль шаблона имел гладкую и ровную поверхность. К тому же его толщина не должна быть большей зазора, находящегося между подшипником и режущей частью.
Ширина детали меньше длины режущей части
При этом, чем длиннее режущая часть, тем труднее работать с инструментом, поскольку требуется больше усилий. В связи с этим, лучше начинать работы фрезами, у которых средняя длина режущей части. Принцип работы при обработке кромки следующий:
- Шаблон крепится так, чтобы он находился на нужной высоте и имел ровную горизонтальную поверхность.
- Шаблон крепко монтируется к столу или другой поверхности.
- Фрезу с роликом устанавливают так, чтобы ролик перемещался по шаблону, а фреза (режущая часть) по обрабатываемой детали. Для этого производят все необходимые манипуляции с шаблоном, заготовкой и инструментом.
- Фреза устанавливается в рабочее положение и зажимается.
- После этого инструмент включается и передвигается по шаблону. При этом следует определиться со скоростью перемещения, которая определяется глубиной обработки.
- Фрезерный агрегат можно как толкать, так и тянуть: кому как удобно.
После первого прохода следует остановиться и оценить качество работы. Если необходимо, то можно осуществить еще один проход, отрегулировав положение инструмента. Если качество удовлетворительное, то струбцины снимают, освобождая обрабатываемую деталь.
С помощью такого подхода удается снять четверть по кромке или в какой-то из ее частей. Это делается за счет установки режущей кромки так, чтобы она уходила на необходимую глубину в деталь.
 Четверть, снятая на мебельном фасаде.
Четверть, снятая на мебельном фасаде.
Если заменить фрезу на фигурную и сместить направляющую, а также воспользоваться упором, реально нанести на деталь продольный рисунок (на фото ниже).
 Нанесение на заготовку продольного фигурного рисунка.
Нанесение на заготовку продольного фигурного рисунка.
Если применять подобную технику фрезерования (с шаблоном), то можно легко освоить технику работы с деревом вообще. По истечении некоторого времени можно отказаться от шаблонов, так как их установка отнимает много полезного времени.
 Как сделать ровную кромку без шаблона: без опыта здесь не обойтись.
Как сделать ровную кромку без шаблона: без опыта здесь не обойтись.
Ширина детали больше длины режущей части
Довольно часто толщина обрабатываемой детали больше длины режущей части фрезы. В данном случае поступают следующим образом:
- После первого прохода шаблон снимается и осуществляется еще один проход. В данном случае шаблоном будет служить уже обработанная часть. Для этого, подшипник направляется по обработанной поверхности. Если режущей части опять не хватало, то придется осуществить еще один проход.
- Для окончательной обработки следует взять фрезу с подшипником на конце, а обрабатываемую деталь нужно перевернуть верхом к низу, после чего она закрепляется струбцинами. В результате, подшипник будет перемещаться по обработанной поверхности. Такой подход позволяет обрабатывать толстые детали.
 Подшипник направляется по обработанной поверхности, а режущая кромка обрабатывает оставшуюся часть заготовки.
Подшипник направляется по обработанной поверхности, а режущая кромка обрабатывает оставшуюся часть заготовки.
Для того, чтобы освоить работу ручного фрезерного инструмента, потребуется много черновых заготовок, которых не жалко потом выбросить. Ни у кого, с первого раза, ничего не получалось. Чтобы что-то вышло, необходимо упорно тренироваться.
Получение различных фигурных кромок
Если требуется фигурная кромка, что скорее всего нужно, то сначала обращают внимание на состояние этой кромки. Если она неровная, то ее придется выровнять и лишь потом приступать к формированию фигурной кромки, подобрав соответствующую фрезу.
 Округлая кромка.
Округлая кромка.
Подготавливать поверхность нужно для того, чтобы фреза не скопировала кривизну, по которой будет перемещаться ролик. В данном случае, нужна последовательность действий, иначе позитивного результата не получится.
Если требуется обработать откровенно криволинейную поверхность, то без шаблона здесь никак не обойтись. Его можно вырезать из фанеры, толщиной около 10-ти мм, нанеся предварительно рисунок и выпилив шаблон электролобзиком. Край шаблона необходимо довести до идеального состояния ручным фрезером.
Ничто так не украшает корпусную мебель, как дверцы с рельефными филёнками. Профильные кромки стоек и перекладин дополнительно подчёркивают контуры филёнки, а контрпрофильные соединения обеспечивают прочность и долговечность. Вы легко сумеете сформировать элементы такого соединения, состоящего из профиля на внутренних кромках рамы и соответствующего ему контрпрофиля па концах перекладин с помошью комплекта специальных фрез.
Изучите анатомию дверцы
Прежде чем сделать первый распил, познакомьтесь с несколькими терминами, относящимися к филёнчатым конструкциям. Филёнка – это панель, которая вставляется в шпунты рамы, состоящей из вертикальных стоек, между которыми установлены горизонтальные перекладины. Профильная фреза выбирает шпунт на кромках стоек и перекладин и одновременно формирует декоративный профиль (фото А), Контрпрофильной фрезой делается короткий шип (гребень), входящий в шпунт, и формируется вырез, точно соответствующий рельефу, сформированному профильной фрезой. Несмотря на то, что одна из склеиваемых поверхностей образована торцевыми волокнами, соединение обладает неплохой прочностью, так как имеет значительную площадь склеивания.
Сначала тщательно рассчитайте размеры
Накладные дверцы обычно выступают за края проёма на 9-10 мм по всему периметру, поэтому, если вы выбрали такой стиль, то готовая дверца должна быть на 18-20 мм выше и шире, чем проём. Врезные дверцы полностью входят в проём вровень с передней стороной корпуса, и вокруг них необходимо оставлять равномерные зазоры шириной 2-3 мм. Поэтому высота и ширина такой дверцы должны быть на 4-6 мм меньше высоты и ширины проёма. Алина стоек обычно равна высоте дверцы, а длина перекладин зависит от ширины стоек и используемою комплекта фрез (см. рисунок «Как рассчитать длину перекладин»). Если профильная фреза выбирает шпунт глубиной 9 мм, необходимо два раза прибавить этот размер (18 мм), чтобы учесть шипы на обоих концах перекладины.
Подготовьте материал для деталей рамы
Чтобы соединения получились плотными, все перекладины и стойки должны иметь одинаковую толщину. Обработав доски на рейсмусовом станке, распилите их вдоль на заготовки нужной ширины и придайте стойкам и перекладинам требуемую длину. Сохраните несколько обрезков для изготовления пробных соединений. Затем определите, какие стороны деталей будут лицевыми, и пометьте их (фото В).
Краткий совет! Аля перекладин длиной 150 мм и менее лучше сначала фрезеровать профиль на длинной заготовке, а затем распилить её на отдельные перекладшш нужной длины.
Как фрезеровать профиль
Закрепив фрезер в стол, вставьте в цангу профильную фрезу и отрегулируйте её вылет, положив рядом обрезок от заготовок для деталей рамы. Расположите фрезу так, чтобы на лицевой стороне (обращенной вниз) был сформирован полный контур профиля, и при этом оставалось достаточное количество материала но другую сторону шпунта (фото С).
Настроив и зафиксировав вылет, с помощью линейки выровняйте продольный упор фрезерного стола с подшипником фрезы (фото D). Закрепите на упоре и столе гребёнки, плотно прижимающие заготовки и обеспечивающие равномерность обработки (фото Е). Отфрезеруйте профиль на всех перекладинах и стойках, а также на пробном обрезке, с помощью которого затем будете регулировать вылет второй фрезы.
Научитесь правильно фрезеровать контрпрофиль
Отложите стойки в сторону и замените профильную фрезу на контрпрофильную. С помощью обрезка, на котором сформирован профиль, отрегулируйте вылет фрезы (фото F). Затем выровняйте продольный упор с подшипником так же, как в предыдущем шаге.
Контрпрофильная фреза удаляет материал поперек волокон, поэтому для подачи пробного обрезка под прямым углом к упору применяйте толкатель из обрезка доски, помогающий предотвратить сколы (фото G). Сделайте проход и отрегулируйте вылет фрезы более точно (фото Н).
Когда лицевые стороны обеих деталей пробного соединения будут совпадать в одной плоскости, отфрезеруйте контрпрофиль на обоих концах всех перекладин, располагая их на фрезерном столе метками вниз.
Определите размеры филёнки
Если филёнка делается из фанеры или деревянного щита, её размеры должны быть на 2 мм меньше расстояния между дном противоположных шпунтов в раме дверцы.
Это позволит плотно стянуть соединения деталей рамы и обеспечит свободное пространство для расширения щита. Чтобы определить ширину филёнки, нужно просто вычесть 2 мм из длины перекладины. А чтобы узнать длину филёнки, насухо соберите раму дверцы, измерьте расстояние между шпунтами перекладин и уменьшите его на 2 мм.
Сборка дверцы
Насухо собрав дверцу вместе с филёнкой, убедитесь в правильности изготовления всех деталей и плотности стыков. Разберите дверцу, нанесите клей на контрпрофиль перекладин с одной стороны и соедините их со стойкой. Вставьте на место филёнку, не приклеивая её, затем приклейте к перекладинам вторую стойку и стяните раму струбцинами (фото I).
Как сделать рельефную филёнку
Плоские филёнки из фанеры или дощатого щита также подходят для дверок с контрпрофильными соединениями, но рельефные филёнки (иногда называемые объёмными), такие как показаны на фото в этой статье, выглядят намного интереснее. Если у вас есть мощный фрезер с регулятором частоты вращения, делайте рельефные филёнки с помощью горизонтальной фрезы. Благодаря большой массе она легко справляется с работой, удаляя материал твердосплавными резцами, оставляющими чистую и гладкую поверхность. Такие фрезы выпускаются с разными вариантами профиля, и они
лучше работают при относительно небольшой частоте вращения (как правило, не более 10000 об/мин). Для получения хороших результатов обрабатывайте края филёнки за несколько неглубоких проходов, как показано на фото. Сначала отфрезеруйте торцевые края филёнки, а затем продольные кромки.
Филенчатые дверки с контрпрофильными соединениями своими руками
Профильные фрезы дают возможность выбрать один из нескольких профилей -от традиционного скругления с уступом («ноготка»), характерного для проектов в стиле «кантри», до более изысканного «каблучка».
ЛУЧШИЕ СТОРОНЫ ДОЛЖНЫ БЫТЬ СНАРУЖИ
Чтобы правильно ориентировать детали при фрезеровании элементов соединения, пометьте лицевую сторону стоек и перекладин.
УСТАНОВИТЕ ПРОДОЛЬНЫЙ УПОР
Стальная линейка, прижатая к обеим частям продольного упора, должна едва касаться подшипника фрезы. Вращая фрезу рукой, убедитесь, что она не задевает упор.
РЕГУЛИРОВКА ВЫЛЕТА ПРОФИЛЬНОЙ ФРЕЗЫ
Положите рядом обрезок от деталей рамы и поднимите фрезу так, чтобы профиль был полностью сформирован, а над шпунтом оставалось не менее 5-6 мм материала.
ПОДАЧА ДОЛЖНА БЫТЬ РАВНОМЕРН
Прижимая заготовки к столу помеченной гранью, отфрезеруйте профиль на всех стойках и перекладинах. Подавайте их плавно с одинаковой скоростью, чтобы обработанная поверхность получилась гладкой.
НАСТРОЙТЕ КОНТРПРОФИЛЬНУЮ ФРЕЗУ
Выровняйте нижний край верхнего резца с верхним краем шпунта, чтобы шип перекладины располагался на одном уровне со шпунтом.
УДАЛЯЙТЕ ЛИШНЕЕ ПОНЕМНОГУ
Отрегулируйте вылет фрезы и положение упора для первого неглубокого прохода. Начните с двух торцевых краёв, чтобы уменьшить сколы, и обработайте все четыре края, перед тем как сдвинуть упор назад для следующего прохода.
ПОСТЕПЕННО ПРИБЛИЖАЯСЬ К РЕЗУЛЬТАТУ
Когда упор будет установлен вровень с подшипником, поднимайте фрезу за несколько этапов, делая мелкие проходы до тех пор, пока не будет достигнута нужная толщина краёв.
ТОЛКАТЕЛЬ СЛУЖИТ НЕСКОЛЬКИМ ЦЕЛЯМ
Чтобы сформировать контрпрофиль на конце перекладины, прижмите торец пробного обрезка к продольному упору и прямоугольному обрезку доски, служащую толкателем. Подпорная доска также помогает предотвратить сколы.
ПОПРАВЬТЕ НАСТРОЙКИ ФРЕЗЫ
Если после пробного прохода на верхней грани шипа остался лишний материал, опустите фрезу. Но её нужно поднять, если увидите излишки материала на нижней грани.
СБОРКА БЕЗ ПРОБЛЕМ
Правильно изготовленные контрпрофильные соединения плотно смыкаются, требуя лишь небольшого давления струбцин, и помогают добиться прямоугольности при сборке.

Чтобы филёнка не дребезжала
Если филёнка слишком мала, или её толщина меньше ширины шпунта в деталях рамы, дверца с большой вероятностью будет дребезжать и постукивать. Если вы услышите стук во время сухой сборки, вложите в шпунт упругие прокладки, заполняющие зазор.